وثيقة التوجيه
السفن والتطبيقات العاملة تحت الضغط
قواعد السلامة
خلال الاختبارات الهيدروليكية
على المتانة وضيق
RD 24.200.11-90
تاريخ التقديم 01.07.91
تحدد هذه الوثيقة التوجيهية قواعد ومعايير السلامة لإعداد وإجراء الاختبارات الهيدروليكية لقوة وضيق الأوعية ومعدات الضغط المصنعة وفقا لمتطلبات OST 26-291 ، OST 26-01-1183 ، OST 26-01-900 ، OST 26-11-06 ، OST 26-18-6 ، OST 26-01-9 ، OST 26-01-221.
يجب إجراء الاختبارات الهيدروليكية للمنتجات وعناصرها من أجل القوة والضغط من خلال الضغط الهيدروستاتيكي على هيدروستات خاصة للاختبار (المشار إليها فيما يلي باسم hydrostands) أو ، في حالات استثنائية ، على حاملات التجميع باستخدام معدات محمولة.
1. أحكام عامة
1.1. تنطبق وثيقة التوجيه على جميع طرق الاختبار الهيدروليكي وفقًا لـ OST 26-291 و OST 26-11-14.
1.2. في كل مؤسسة ، وفقًا لوثيقة التوجيه هذه ، يجب تطوير واعتماد تعليمات السلامة المأمونة للاختبارات الهيدروليكية من قبل كبير المهندسين. يجب نشر الأحكام الرئيسية للتعليمات ، وكذلك مخطط الاختبار في مكان العمل لكل موقع من الاختبارات الهيدروليكية.
2. متطلبات الموظفين
2.1. يُسمح بالعمل على المنصات الهيدروليكية وأماكن العمل المزودة بمعدات محمولة للاختبار الهيدروليكي للعاملين ذوي التخصص المقابل في كتيب التعريفة والمؤهلات الموحدة للعمال ومهن العمال (ETKS) ، المعتمدين بطريقة معتمدة مع مؤهلات فئة 4 على الأقل.
2.2. يتم تعيين أو نقل عامل بأمر من ورشة العمل.
يجب أن يكون العامل على دراية بميزات معدات الاختبار هذه وأن يتم توجيهك إليه.
يجب أن يتوافق تنظيم التدريب والتعليم في مجال السلامة مع متطلبات GOST 12.0.004.
2.3. يجب أن تتم إعادة فحص معرفة العمال مرة واحدة على الأقل سنويًا للعمال ومرة \u200b\u200bواحدة كل ثلاث سنوات للمهندسين والفنيين من قبل لجنة تأهيل المصنع المعينة بالطريقة المحددة.
2.4. تقع مسؤولية الحالة الجيدة والتشغيل السليم والآمن للحامل الهيدروليكي على عاتق المهندس والعامل الفني (ITR) ، الذي تم تعيينه بناءً على طلب من ورشة العمل (المؤسسة) ومعتمدة بالطريقة المحددة.
2.5. يجب تعيين كل حامل هيدروليكي في كل نوبة لأداء منفصل مع أمر ورشة. يلتزم المقاول بمراقبة حالة تشغيل المجاري المائية والحفاظ عليها في حالة جيدة ونظيفة. يجب أن تنشر لافتة تشير إلى اسم المقاول المسؤول عن القاعدة المائية المحددة على كل منصة مائية.
2.6. استعدادًا للاختبارات الهيدروليكية لكل منتج من نوع جديد ، تصميم ، إلخ. يجب على المشرف إجراء إحاطة غير مجدولة للعمال حول ميزات هذا المنتج ، مع الإشارة إلى مصادر الخطر والاحتياطات المحتملة.
2.7. للقيام بعمل حبال وتحميل الحمل ، والتحكم في آليات رفع الأحمال من الأرض ، يجب أن يكون لدى الممتحنين شهادة مناسبة.
2.8. يجب تزويد المختبرين بملابس العمل والأحذية ذات الحجم المناسب وفقًا لمعايير الصناعة النموذجية للصناعات الهندسية والصناعات المعدنية.
3. متطلبات المؤامرة ، المعدات ، المعدات
3.1. متطلبات الموقع ومكان العمل عند اختباره بأجهزة محمولة
3.1.1. يجب أن يتوافق موقع الاختبارات الهيدروليكية مع متطلبات المعايير الصحية الحالية لتصميم المنشآت الصناعية CH118 ، CH119 ، НН45 ، قوانين البناء والقواعد SNiP2 ، SNiP8 ، SNiP9.
3.1.2. يجب أن تنص مساحة قطعة الأرض على:
المعالجة المائية (أو المعدات المحمولة عند اختبارها على حامل تجميع) ؛
معدات وملحقات مساعدة ؛
المنتج الذي تم اختباره ، مع مراعاة التنفيذ الآمن للعمل على تركيبه وفحصه ، في حين يجب أن تكون المنطقة الحرة حول محيط الحد الأقصى لحجم المنتج 1 متر على الأقل.
3.1.3. يجب أن يكون للموقع أرضية غير قابلة للانزلاق مع منحدر و (أو) فتحات لتصريف المياه ، بالإضافة إلى سياج وقائي يستبعد إمكانية ظهور أشخاص غير مصرح لهم بالموقع وإدخال السائل العامل خارج الموقع (الملحق 2).
يجب أن يكون هناك لوح إضاءة على الحامل مع نقش "المدخل مستجيب". الذهاب الاختبارات "أو ملصق المقابلة.
3.1.4. يجب أن يحتوي الموقع على إضاءة عمل عامة ومحلية وإضاءة طوارئ بالإضافة إلى مصابيح محمولة بجهد لا يزيد عن 42 فولتًا. يجب أن تتوافق معدات الإضاءة مع متطلبات "قواعد التركيب الكهربائي".
يجب أن توفر الإضاءة إضاءة على سطح منتج الاختبار:
العمل - لا يقل عن 300 لوكس مع الفلورسنت أو 200 لوكس مع الإضاءة المتوهجة ؛
الطوارئ - ما لا يقل عن 10 من العمل واحد.
3.1.5. يجب أن يحتوي قسم التحلل المائي على نظام إمداد المياه العكسي الذي يضمن ملء حجم المنتجات التي تم اختبارها أو إمدادات المياه التقنية مع نظام الصرف الصحي.
3.1.6. يجب أن يتوافق مكان العمل حيث يتم إجراء الاختبارات الهيدروليكية للمعدات المحمولة مع متطلبات الفقرات. 3.1.2 - 3.1.6 من هذه الوثيقة التوجيهية.
يُسمح باستخدام درابزين مثبت كسور وقائي مؤقت تم تثبيته من المنتج الذي تم اختباره على مسافة لا تقل عن المحسوبة (الملحق 3.).
3.2. متطلبات الأجهزة والأدوات
3.2.1. يجب أن يكون الحامل الهيدروليكي مجهزًا بما يلي:
القدرة على العمل السوائل مع نظام تداولها.
مضخة لملء وإفراغ المنتج ؛
مضخة لخلق ضغط في المنتج ؛
المتلقي (سعة العازلة) أو pneumohydroumumulator ؛
نظام الأنابيب ؛
صمامات الإغلاق ؛
أدوات لقياس الضغط ودرجة حرارة السائل العمل ؛
أجهزة السلامة أو المانومترات الكهربائي (EkM) ؛
المقابس.
يجب أن تكون محركات المضخة مرفقة ، اكتب IP44.
يُسمح باستخدام وحدة ضخ مع محرك هوائي مع صمام كهرومغناطيسي (صمام كهربائي) يحظر تزويد الهواء بمشغل هوائي. يجب التحكم في الصمام بواسطة مقياس ضغط كهربائي (ECM) مركب في الخط من المضخة إلى المنتج.
عند استخدام الفوسفور والمواد الحافظة أو غيرها من المواد في السائل العمل المواد الكيميائية يجب أن يكون المجاري المائي مزودًا بحاويات خاصة لإعداد حلول تحييد وتحييد مائع العمل و (أو) جهاز لجمع هذه المواد بهدف استخدامها مرة أخرى.
3.2.2. يجب أن يفي موقع وتخطيط الجهاز بمتطلبات قوانين البناء المعمول بها SNiP9 و SNiP10 وضمان سلامة وراحة تشغيله وإصلاحه.
يجب أن تكون لوحة التحكم الخاصة بالحامل الهيدروليكي أو المعدات المحمولة للاختبار الهيدروليكي ، والتي تقع في منطقة الخطر المحددة بواسطة الحساب في الملحق 3 ، مجهزة بحماية محسوبة وفقًا للملحق 2.
3.2.3. مع الموقع تحت الأرض لمنتج الاختبار ، يجب توفير سقف منزلق أو غيره من الآلات الميكانيكية فوق الغرفة المدفونة ، وينبغي أن يكون للمنطقة ، مع مراعاة المنطقة التي يشغلها السقف في الوضع المفتوح ، درابزين.
3.2.4. يجب أن تمتثل المعدات الكهربائية للحامل الهيدروليكي لمتطلبات القواعد الصناعية لتركيب التركيبات الكهربائية ، وقواعد التشغيل الفني للتركيبات الكهربائية للمستهلكين ، وقواعد السلامة لتشغيل التركيبات الكهربائية للمستهلكين ، وكذلك قوانين البناء وقواعد SNiP6.
3.2.5. يجب أن يكون الحامل الهيدروليكي مجهزًا بأزرار STOP لإيقاف الطوارئ لمحرك المضخة باللون الأحمر. يجب أن يضمن عدد الأزرار وموقعها إمكانية توقف المحرك بسرعة.
3.2.6. يجب أن تكون الأجزاء الدوارة لمحرك مضخة التغذية محمية بشكل آمن. السائل غير مسموح به على محرك الأقراص.
3.2.7. يجب أن يحتوي خط ضغط المضخة على جهاز استقبال لتقليل تقلبات الضغط في المنتج الجاري اختباره ، والناجمة عن تدفق نابض لسائل العمل. يجب أن يكون جهاز الاستقبال مصممًا لضغط لا يقل عن الحد الأقصى المسموح به لمنصة مائية معينة.
يجب تثبيت جهاز الاستقبال في موقع الاختبار الهيدروليكي في مكان يستبعد وجود الأشخاص ويضمن توافر التفتيش ، ويكون له سياج وقائي محسوب وفقًا للملحق 2.
يُسمح بعدم تثبيت جهاز الاستقبال وتجاوزه على حوامل هيدروليكية ، إذا تحقق الضغط في المنتج المختبر باستخدام مضخة بدون محرك كهربائي (يدويًا).
3.2.8. يجب أن يوفر موقع خطوط الأنابيب حرية الوصول لفحص ومراقبة حالتهم.
3.2.9. يجب إجراء قياس الضغط باستخدام مقياسين معايرة للضغط ، أحدهما ، التحكم ، يجب تثبيته على المنتج ، والثاني - على لوحة التحكم في الحامل الهيدروليكي.
3.2.10. يجب أن يكون لمقاييس الضغط نوع واحد ، حد القياس ، نفس فئة تقسيم ودقة الدرجة ليست أقل:
2.5 مع ضغط تصميم يصل إلى 2.5 ميجا باسكال (25 كجم / سم 2) ؛
1.5 عند ضغط تصميمي بأكثر من 2.5 ميجا باسكال (25 كجم / سم 2) ومقياس يكون فيه قياس القياس لضغط التصميم في الثلث الثاني.
3.2.11. يجب أن يوفر موقع أجهزة قياس الضغط رؤية واضحة لمقياس القياس ، بينما يجب أن يكون مقياس الأداة في مستوى عمودي.
يجب أن يكون القطر الاسمي لحالة أجهزة قياس الضغط المثبتة على ارتفاع يصل إلى 2 متر من مستوى منصة المراقبة الخاصة بهم على الأقل 100 مم ، على ارتفاع يتراوح بين 2 إلى 3 م - 160 مم على الأقل. لا يُسمح بتركيب أجهزة قياس الضغط على ارتفاع أكثر من 3 أمتار من مستوى المنصة.
3.2.12. يجب حماية أجهزة قياس الضغط من الإشعاع الحراري والتجميد والأضرار الميكانيكية.
عدم وجود ختم أو ختم به علامة على التحقق ؛
فترة التحقق المتأخرة ؛
أعطال المقياس (السهم ، عند إيقاف تشغيله ، لا يعود إلى علامة الصفر في المقياس ، أو الزجاج المكسور أو هناك أضرار أخرى قد تؤثر على دقة القراءات).
3.2.14. يجب أن يكون لصمامات الأمان للحامل الهيدروليكي قدرة إنتاجية مقابلة لقدرة المضخات الهيدروليكية ، وتعديلها لضغط الاختبار ، والتحقق من كثافة الصمامات والوصلات القابلة للفصل ، ومختومة بعلامة تشير إلى قيمة ضغط الاختبار.
يجب أن يتم ضبط الصمام وفقًا لـ GOST 12.2.085. يمكن أن يكون وسيط التحكم لتحديد لحظة فتح الصمام هو الهواء أو الماء ، والذي يجب أن يكون نظيفًا ، دون أي شوائب ميكانيكية أو كيميائية.
3.2.15. يجب أن يتم تركيب صمامات الأمان وفقًا "لقواعد التصميم والتشغيل الآمن لأوعية الضغط" ووفقًا للرسم التخطيطي لمعدات الحامل الهيدروليكي أو الرسم التخطيطي المعتمد من كبير المهندسين في المؤسسة.
بدلاً من صمامات الأمان ، يُسمح باستخدام مقاييس ضغط التلامس الكهربائية (EkM) ، بينما يتم تثبيت مقياس ضغط واحد على المنتج وواحد آخر في السطر من المضخة إلى المنتج. يجب توصيل المضخة بمقياس ضغط EkM من خلال خزان عازل أو جهاز تخميد لحماية مقياس الضغط من نبض سائل العمل في خط الأنابيب.
يجب ضبط مقاييس الضغط لاختبار الضغط والتأكد من إيقاف تشغيل المضخة عند الوصول إلى قيمة ضغط الاختبار.
3.2.16. يجب أن يكون للمطاط وخراطيم وأنابيب المطاط والمطاط المستخدمة أثناء التعشيق الهوائي علامات تشير إلى ضغط العمل والاختبار ، وفترة الاختبار.
يجب ألا تكون قيم الضغط على الخراطيم وخطوط الأنابيب أقل من قيمة الضغط التي تم تصميم الحامل الهيدروليكي المحدد لها.
يجب أن تفي الأكمام بالمعايير أو المواصفات الحالية وألا يكون لها أضرار ميكانيكية أو كيميائية.
3.2.17. يجب أن تكون صمامات إيقاف الحامل الهيدروليكي متاحة للصيانة ويجب ألا يزيد ارتفاعها عن 1.5 متر عن مستوى الأرضية. يجب تشحيم التمديدات وتوجيهها بانتظام ، في حين لا يُسمح باستخدام أي رافعات.
لا يُسمح باستخدام التجهيزات التي لا تحتوي على مستندات تقنية (جواز السفر أو الشهادة أو ما إلى ذلك).
3.2.18. يجب أن تكون صمامات التوقف محددة بوضوح:
اسم الشركة المصنعة أو علامتها التجارية ؛
تمرير الاسمية ، مم ؛
الضغط الشرطي ، ميغاباسكال (kgf / سم 2) ؛
اتجاه التدفق المتوسط.
درجة المواد.
3.2.19. يجب أن تشير علامات المقابس المستخدمة في التجفيف المائي إلى عدد القابس وقيمة الضغط التي صممت من أجله.
3.2.20. يجب أن يكون منتج الاختبار:
صمام أو رافعة للتحكم في نقص الضغط قبل تفكيكها. يسمح باستخدام صمام ثلاثي الاتجاهات مثبت على المنتج. يجب توجيه مخرج الرافعة إلى مكان آمن. إذا كانت هناك أدوات توصيل لتصريف السوائل ، يُسمح بعدم تثبيت صمام أو صنبور.
يجب أن تستبعد صمامات الأمان ، المقدرة والإنتاجية منه ، إمكانية الضغط في المنتج الذي يتجاوز الاختبار. يُسمح باستخدام صمامات الأمان مع قرص انفجار مصمم لضغط الاختبار.
يُسمح بعدم تثبيت صمامات الأمان على المنتج إذا كانت متوفرة في الخط الفاصل بين المضخة والمنتج الذي تم اختباره ومصممة لضغط الاختبار.
3.2.21. يجب تحويل السائل الهيدروليكي الذي يترك صمام الأمان إلى مكان آمن. لا يُسمح بتركيب أجهزة الإغلاق على أنابيب المخرج ، وكذلك بين المنتج وصمام الأمان.
3.2.22. يجب أن تكون السوائل الهيدروليكية المستخدمة في الاختبار الهيدروليكي غير سامة وغير متفجرة وغير قابلة للاشتعال.
بناءً على طلب مطور المنتج ، يُسمح باستخدام سوائل أخرى مع الالتزام الإلزامي بتدابير السلامة المناسبة.
3.2.23. يجب أن يتوافق تصميم مواقع الخدمة والسلالم (السقالات) مع "قواعد السلامة للبناء والتركيب" الحالية و "قواعد السلامة العامة والصرف الصحي الصناعي لمؤسسات ومؤسسات الهندسة الميكانيكية".
3.2.24. يجب أن تمتثل الرافعات والآليات المستخدمة في موقع التعدين المائي لمتطلبات "قواعد الإنشاء والتشغيل الآمن للرافعات".
3.2.25. يجب أن يكون الحامل الهيدروليكي وجميع وحدات التجميع والوحدات والأجهزة المتضمنة فيه شهادات أو جوازات سفر. لا يُسمح باستخدام المعدات التكنولوجية التي لا تحتوي على مستندات تقنية و (أو) مع حدوث أضرار ميكانيكية في الأسطح الملولبة والسدادات وأذرع التوتر.
3.2.26. يجب أن يكون الحامل الهيدروليكي مصدقًا وفقًا لـ GOST 24555 وأن يتم اعتماده من قبل اللجنة التي تم تعيينها بواسطة أمر المؤسسة.
تم تطوير مستندات التصديق من قِبل مطور الحامل واتفق مع الخدمة المترولوجية للمؤسسة حتى يتم التصديق على المنصة المائية.
يجب إجراء اختبارات المجاري المائية بضغط يساوي 1.25 من الضغط المصمم من أجله.
يجب إرفاق المستندات الفنية بشهادة المجسم المائي:
بروتوكول التصديق (الملحق 1) ؛
حسابات عناصر الموقف للقوة ؛
جوازات السفر وشهادات الأجهزة والتركيبات والتجهيزات المستخدمة في الحامل ؛
تعليمات السلامة عند العمل على hydrostand.
أمر لتعيين الشخص المسؤول عن hydrostand.
3.2.27. يجب أن يحتفظ الشخص المسؤول عن حالته الجيدة والتشغيل الآمن بالوثائق الفنية للحامل الهيدروليكي (انظر الفقرة 2.4).
3.2.28. يجب أن يكون الحامل الهيدروليكي مسجلاً في الخدمة المترولوجية والفنية للمؤسسة ، مع إجراء إصلاحات وقائية مجدولة.
3.2.29. يجب فحص الحامل الهيدروليكي دوريًا ، مرة كل 6 أشهر ، وإصلاحه مرة واحدة على الأقل سنويًا.
يجب إجراء الإصلاحات الوقائية وفقًا للجدول الزمني المعتمد من قبل كبير مهندسي المؤسسة. بعد الإصلاح ، يجب إخضاع الحامل الهيدروليكي لاختبار الضغط الهيدروليكي وفقًا للفقرة 3.2.27 واعتماده وفقًا لـ GOST 24555.
3.2.30. يجب فحص أجهزة قياس الضغط مع ختمها أو ختمها مرة واحدة على الأقل في السنة بالطريقة المحددة.
يجب إجراء التحقق الإضافي من أجهزة قياس ضغط العمل مع التحكم مرة واحدة على الأقل كل 6 أشهر مع تسجيل النتائج في السجل. يُسمح باستخدام مقياس ضغط عمل تم التحقق منه لمعايرة أجهزة قياس ضغط العمل ، التي لها نفس فئة المقياس والدقة مثل فئة المعايرة. بغض النظر عن الوقت المحدد ، يجب إجراء معايرة أجهزة قياس الضغط إذا كان هناك أي شك حول دقة قراءاتها.
3.2.31. يجب إجراء فحص صمامات الأمان مرة واحدة على الأقل في السنة ، في غضون الحدود الزمنية التي تحددها إدارة المؤسسة. يجب تنفيذ فحص وإصلاح وضبط صمام الأمان في إجراء موقّع من ميكانيكي الورشة وفني الإصلاح والتعديل وأقفال الأقفال الذي أجرى العمل.
يجب ختم صمام الأمان ، الذي تم إصلاحه وضبطه ، بعلامة تشير إلى ضغط الاختبار ومزودة بعدد.
يجب أن يكون لكل صمام أمان جواز سفر فني ، مع تخزين نسخ من جوازات السفر الخاصة بالصمام والخروج من مصانع التوريد ، بالإضافة إلى نسخ من أعمال التحقق والإصلاح والتعديل.
3.2.32. يجب فحص واختبار خراطيم وأنابيب المطاط والمطاط واختبارها مرة واحدة في العام على الأقل وفقًا لجدول الصيانة الوقائية. يجب إجراء الاختبارات وفقًا للوثائق التنظيمية والفنية ذات الصلة لهذه المنتجات وقوانين البناء.
3.2.33. بعد كل إصلاح ، يجب أن يخضع الصمام لاختبارات القوة الميكانيكية ومقاومة التسرب بالضغط الهيدروليكي الذي يفي بمتطلبات الوثائق المعيارية والتقنية لهذا الصمام ، ولكن ليس أقل من الحد الأقصى للضغط الذي صمم من أجله. يجب توثيق اختبار الصمامات.
يجب إجراء الاختبارات بعد التركيب والآلات.
4. لوائح السلامة ومعايير الاختبارات الهيدروليكية
4.1. التحضير للهيدروتستنج
4.1.1. تقبل إدارة الجودة المنتجات وعناصرها الخاضعة للهبوط الحراري وفقًا لنتائج الفحص الخارجي والاختبارات غير المدمرة.
يجب ألا تتجاوز قيمة ضغط الاختبار للمنتج الحد الأقصى لقيمة الضغط المسموح بها والتي صمم من أجلها.
4.1.2. يجب أن تصنع السحابات والأختام المستخدمة خلال عملية التعزيز المائي من المواد المنصوص عليها في رسومات المنتج.
4.1.3. الأجهزة ، أجهزة السلامة ، التجهيزات ، المقابس ، السحابات ، الحشوات ، إلخ. يتم اختياره وفقًا لوضع علامة على ضغط لا يقل عن ضغط الاختبار.
4.1.4. عند تثبيت منتج الاختبار على حامل هيدروليكي على دعامات قياسية أو تكنولوجية ، يجب ضمان موقعه المستقر ، والوصول المجاني للفحص وموقع فتحات التصريف ("فتحات التهوية") في النقطة العليا.
يجب أن يضمن مخطط التحلل المائي ، العملية التكنولوجية والمعدات الإزالة الكاملة للهواء عند ملء منتج الاختبار بسائل العمل.
4.1.5. تركيب الاتصالات ، وتركيب التجهيزات المطلوبة ، يجب أن يتم تنفيذ الأجهزة بما يتفق تماما مع مخطط hydrotest المعتمدة.
يجب توصيل جميع الفتحات المجانية للمنتج قيد الاختبار.
يجب أن يتم تركيب المعدات وفحصها على ارتفاع أكثر من 1.5 متر من مواقع خاصة (الغابات).
4.1.6. عند تركيب وصلات الحافة ، يجب تشديد العناصر الملولبة بالتساوي ، من خلال تشديد العناصر المعاكسة تمامًا ("بالعرض") ، مع مراعاة التوازي مع الشفاه.
يحظر استخدام مفاتيح ربط غير مناسبة لحجم الجوز ، غير قياسي و / أو مع إطالة المقبض ، وكذلك مطرقة أو مطرقة ثقيلة.
4.1.7. عند تحضير مائع العمل باستخدام الفسفورات والمواد الحافظة وأيضًا عند تطبيق الطلاء المؤشر على الأسطح التي يتم التحكم فيها لمنتج الاختبار في قسم hydrotest ، يجب تشغيل نظام تزويد التبادل العام وتهوية العادم.
4.2. لالمائية
4.2.1. يجب أن يشارك أقل عدد من الأشخاص ، ولكن ليس أقل من شخصين ، في الاختبارات الهيدروليكية.
4.2.2. أثناء hydrotesting يحظر:
أن تكون على أراضي الموقع للأشخاص غير المشاركين في الاختبار ؛
يكون على جانب المقابس للأشخاص المشاركين في الاختبار ؛
القيام بأعمال غريبة على أراضي القسم hydrotest والعمل المتعلق بالقضاء على العيوب المكتشفة على المنتج تحت الضغط. لا يمكن تنفيذ العمل على إزالة العيوب إلا بعد إزالة الضغط ، وإذا لزم الأمر ، استنزاف السائل العامل.
نقل (تسليم) منتج تحت الضغط ؛
لنقل الأحمال فوق منتج تحت الضغط.
4.2.3. يحظر المختبر من:
إجراء اختبارات على الممر المائي ، وليس مثبتًا عليه أو مع فريقه بناءً على طلب ورشة العمل ؛
لترك لوحة التحكم في الحامل المائي بدون تحكم ، فإن المنتج المختبر متصل بنظام إمدادات المياه (حتى بعد إزالة الضغط) ؛
تنتج تحت ضغط تجميع وتفكيك المنتجات والاكسسوارات ، وإصلاح المعدات من موقف الهيدروليكية ، وما إلى ذلك ؛
إجراء تغييرات تعسفية على عملية الاختبار ، وتغيير الضغط أو وقت التعرض تحت الضغط ، إلخ.
4.2.4. يُسمح بإجراء اختبارات هيدروليكية في حامل التجميع باستخدام معدات محمولة في حالات استثنائية بإذن خطي من كبير المهندسين بالمؤسسة والامتثال لمتطلبات وثيقة التوجيه هذه.
4.2.5. يجب أن يكون منتج الاختبار ممتلئًا تمامًا بسائل العمل ؛ ولا يُسمح باستخدام وسائد الهواء في الاتصالات والمنتج.
يجب أن يكون سطح المنتج جافًا.
4.2.6. يجب أن يزيد الضغط في المنتج وينقص بسلاسة. يجب زيادة الضغط مع توقفات (للكشف في الوقت المناسب عن العيوب المحتملة). تؤخذ قيمة الضغط الوسيط مساوية لنصف التجربة. يجب ألا يتجاوز معدل ارتفاع الضغط 0.5 ميجا باسكال (5 كجم / سم 2) في الدقيقة.
يجب ألا يتجاوز الانحراف الأقصى لضغط الاختبار٪ 5٪ من قيمته. وقت التعرض للمنتج تحت اختبار الضغط تم إعدادها بواسطة مطور المشروع أو المشار إليها في الوثائق المعيارية والتقنية للمنتج.
4.2.7. يحظر الاقتراب من و (أو) فحص المنتج أثناء زيادة الضغط لاختبار المنتج وتثبيته تحت ضغط الاختبار. يجب أن يكون الموظفون المشاركون في الاختبار في لوحة التحكم في هذا الوقت.
يجب إجراء فحص للمنتج بعد تقليل الضغط في المنتج إلى الضغط المحسوب.
عند ضغط التصميم في المنتج في المجرى المائي ، يكون:
اختبار.
كاشفات الخلل
ممثلو قسم الرقابة الفنية (OTK) ؛
المسؤول عن حسن سير العمل - فورمان ، فورمان كبير ، مدير موقع ؛
مديري المتاجر
موظفي الإدارات الفنية الرائدة ؛
ممثلي العملاء.
يجب أن يخضع هؤلاء الأشخاص لتدريب خاص أو تعليمات مناسبة وفقًا لـ GOST 12.0.004.
4.2.8. عند استخدام معدات الكشف عن الخلل مع مصادر الأشعة فوق البنفسجية ، لا يُسمح بإشعاع عيون الجلد وبشرته.
4.2.9. يجب على المختبر مقاطعة الاختبار ، أو إيقاف تشغيل المضخات المولدة للضغط ، أو إيقاف تشغيل صمامات خطوط الأنابيب التي توفر الضغط للمنتج (عند استخدام مضخة واحدة لعدة محطات عمل) وفتح صمامات تخفيف الضغط عندما:
انقطاع في ضغط العمل ؛
إذا كان الضغط في المنتج أو خطوط الأنابيب أعلى من المسموح به على الرغم من مراعاة جميع المتطلبات المحددة في التعليمات ؛
فشل أجهزة قياس الضغط أو أجهزة الإشارة الأخرى أثناء ارتفاع الضغط ؛
تشغيل أجهزة السلامة ؛
حدوث المطرقة المائية في خط الأنابيب أو المنتج ، وظهور الاهتزاز ؛
الكشف عن التسريبات أو التشققات أو الانتفاخات أو تعفير اللحامات في منتج الاختبار أو الأدوات أو خطوط الأنابيب ؛
التسرب من خلال فتحات التصريف التي تعمل كإشارة لإيقاف الاختبار ؛
تدمير منتج الاختبار ؛
النار ، الخ
4.2.10. بعد تخفيف الضغط في النظام ، وقبل تفكيك وصلات الحافة ، من الضروري إزالة سائل العمل من المنتج والنظام.
4.2.11. عند تفكيك الجهاز ، يجب إزالة صواميل المفاصل الملولبة ، مما يؤدي إلى إضعاف التدريجي للوصلات العكسية تمامًا ("بالعرض") ، مع الانتباه إلى سلامة عناصر الختم لمنعها من السقوط في التجاويف الداخلية للمنتج.
4.2.12. يجب تحييد مائع العمل المستنفد الذي يحتوي على مواد كيميائية و (أو) تنظيفه قبل تصريفه في شبكة المجاري.
يحظر التصريف في سوائل عمل المجاري التي تحتوي على الفوسفور والمواد الحافظة ، وما إلى ذلك والتي لم تخضع للتحييد و (أو) التنقية.
عند العمل بمحلول التبييض في موقع الاختبار ، يجب تضمين نظام التبادل العام للعرض وتهوية العادم. يجب أن يكون أنبوب العادم في نظام التهوية أعلى الخزان مباشرةً بمحلول التبييض.
يجب غسل كلور الليمون الذي سقط على الأرض بالماء في المجاري.
يجب أن تتم جميع أعمال التبييض باستخدام نظارات واقية ، وبدلة من القماش المشمع ، وأحذية مطاطية وقفازات ، وارتداء قناع غاز.
4.2.13. يجب أن تتم عملية إزالة الجلد من الفوسفور بناءً على الفلورسين ومحاليله (المعلقات) بالماء والصابون أو بمحلول الأمونيا المائي 1-3٪.
في نهاية العمل مع الفوسفور ، يجب على الموظفين غسل أيديهم جيدًا بالماء الدافئ والصابون.
بروتوكول الشهادة
|
1. خاصية الوقوف الهيدروليكي ضغط التصميم ، ميغاباسكال (كجم / سم 2) ____________________________________________ ضغط العمل المسموح به ، ميغاباسكال (kgf / سم 2) __________________________________ درجة حرارة التصميم ، ° C ___________________________________________________ خصائص العامل العامل ______________________________________________ (الماء ، السوائل المحايدة ، إلخ) ___________________________________________ 2. قائمة الوحدات المثبتة 3. قائمة التجهيزات المثبتة وقياس الأدوات 4. معلومات عن التغييرات في تصميم الوقوف 6. معلومات عن الأشخاص المسؤولين عن الموقف 7. ملاحظات دورية عادية الرسم الهيدروليكي الرئيسي قانون إنتاج هيدروستاند الشركة ___________________ الشركة المصنعة _______________ قاعدة الاختبارات الهيدروليكية وفقًا للرسم رقم ___________________________ و TU _________________________ والتي اعتمدتها إدارة الجودة لورشة العمل رقم ________________ البداية ورشة عمل ____________________________________________ (ختم) (التوقيع) ماجستير _________________________________________________________________ (التوقيع) المشرف ______________________________________________ (التوقيع) |
معلومات اللحام
لحام يؤديها لحام ______________________________________________
اللقب ، الاسم ، شفيع
إصدار شهادة لحام _________________
اختبار ACT
(اسم الوحدة ، خط الأنابيب ، الوارد
__________________________________________________________________________
في الحامل الهيدروليكي) (الرسم ، الكود ، رقم الجرد.)
قوة (ضيق) السائل (الهواء) تحت ضغط ____________ ميغاباسكال (kgf / م 2) مع التعرض لمدة _____________ دقيقة.
الاختبارات التي أجريت وفقًا _______________________________________
وقفت الاختبار
(اسم مجموعة خطوط الأنابيب)
البداية ورشة عمل __________________
(التوقيع)
المشرف ___________________
(التوقيع)
الملحق 2
إشارة
نسخة
معهد الديناميكا المائية
فرع سيبيريا لأكاديمية العلوم في الاتحاد السوفياتي
أنا أؤكد
نائب مدير المعهد
الهيدروديناميكية SB RAS
عضو مراسل أكاديمية العلوم اتحاد الجمهوريات الاشتراكية السوفياتية
BV Wojciechowski
VV ميتروفانوف
طريقة لحساب حماية السائل
تشكلت الطائرات خلال تمزق الأوعية الدموية
ارتفاع الضغط
نوفوسيبيرسك ، 1965
1. مقدمة
تستخدم التكنولوجيا الحديثة على نطاق واسع مختلف الخزانات وخطوط الأنابيب ، إلخ ، المملوءة بسائل عالي الضغط. عادة ما يتم تصميم هذه الخزانات بهامش كبير بدرجة كافية من الأمان ومن غير المرجح أن تمزقها العرضي. ومع ذلك ، في بعض الحالات ، يجب أن يكون هامش السلامة ضئيلاً ، ومن ثم بالنسبة للموظفين والمعدات ، من الضروري توفير حماية خاصة للدروع من شأنها أن تحمي من النفاثات السائلة ، وربما شظايا معدنية تتشكل عندما تنفجر السفينة فجأة. هذا يثير مشكلة حساب سمك الدرع الواقي المطلوب.
يكون هذا السؤال حادًا بشكل خاص عند تصميم المواقف لاختبار الحاويات المختلفة ذات السائل عالي الضغط (عادةً الماء) ، لأنه في مثل هذه الاختبارات تتعرض جدران الأوعية غالبًا للأحمال القريبة من الحد المرن.
2. عن آلية تفاعل طائرة مائية مع عقبة. الاتصالات بين معلمات الجيت ودقة ورقة المعادن اللازمة للحماية
اسمحوا طائرة من الماء بكثافة؟ 1 ، السرعة ش وقطرها د المطبات في عقبة في شكل ورقة معدنية مع كثافة؟ 2 وسميكة؟ عمودي على سطحه. دعونا نفكر في تفاعل طائرة مع عقبة في الحد من الظروف ، أي سوف نفترض أن السماكة هي تمامًا بحيث تتلقى الورقة في نقطة تأثير الطائرة دنت ، لكن لا تمزق. ينقسم التفاعل إلى مرحلتين: 1) العملية الأولية لتشكيل التدفق على سطح العائق ، عندما تعمل ضغوط الصدمات المتزايدة على العائق لفترة قصيرة ؛ 2) عملية تفاعل شبه استوائية تستغرق كل الوقت اللاحق ، عندما يتم تحديد الضغط النفاث على العقبة بواسطة معادلة برنولي.
نحن نعتبر هذه المراحل من العملية بشكل منفصل.
المرحلة الثانية. إن القوة الكلية للضغط النفاث على العائق مساوية للضغط عند نقطة الكبح على المحور النفاث ، وبالتالي فإن قطر المنطقة ذات الضغط العالي قريب من P T، على سطح العقبة سيكون تقريبا . لأسباب هندسية ، يترتب على ذلك أن نصف قطر انحناء خطوط السطح في منطقة دورانها قريب من. مساواة ضغط الطرد المركزي للطبقة السطحية للنفاثة التي لها سرعة قريبة من Uوالضغط بالقرب من نقطة الركود ، نحصل على قيمة الطلب لسمك هذه الطبقة. بعد ذلك ، حجم السائل في محيط نقطة الركود ، وجود ضغط قريب من P T والسرعة المنخفضة. اتضح أن يكون النظام
نظرًا لانخفاض انضغاط المياه ، فإن الطاقة المرنة للسائل في الحجم المشار إليه لا تكاد تذكر ، فالكمية تعطينا الطاقة التي فقدتها النفاثة عند الارتطام.
التالي. نحسب قوى الشد في قاع الدنت في المرحلة الثانية. بالنظر إلى أن سطح الانحناء كروي وأن المادة الحاجزة على سطح المنعطف بأكمله تمتد بشكل موحد إلى أقصى استطالة نسبي مسموح به؟ ، فمن السهل الحصول على صيغة تتعلق بنصف قطر انحناء سطح الانحناء R مع قطرها د م و؟:
![]() (1)
(1)
يجب أن يكون قطر الانحناء قريبًا من قطر المنطقة ذات الضغط العالي ، أي
حلول المعادلة (1) ، حيث يتم استبدال (2) لعدد من القيم ، في الجدول 1
الجدول 1
|
R/ د |
انظر ماذا عن؟ \u003e 0.1 ، والذي يتوافق مع المعادن الهيكلية ، R/د يعتمد بشكل ضعيف على؟ ، حتى في ما يلي سوف نفترض
R ? د. (3)
المقدمة؟ / R << 1, что, как будет видно из дальнейшего, при давлении до нескольких сотен атмосфер достаточно хорошо выполняется, стенку вмятины можно считать тонкостенной, а растягивающее напряжение s в ней рассчитывать по формуле:
من الواضح ، يجب ألا يتجاوز s إجهاد الشد المكافئ في التوتر ثنائي المحور:
بالجمع بين الصيغ (3 - 5) ، نحصل على شرط أن يقاوم الجدار ضغط تيار ثابت في النموذج:
من الضروري الآن معرفة ما إذا كانت الحماية المحسوبة بواسطة المعادلة (6) يمكنها تحمل آثار النفاثة في المرحلة الأولى.
قبل لحظة الاصطدام ، تتحرك كل جزيئات السائل بشكل عمودي على سطح العائق بسرعة U. بعد الاصطدام ، يحصل السطح الجانبي للطائرة بالقرب من العقبة بنفس السرعة U في الاتجاه العمودي نتيجة لعمل موجة الارتداد الجانبي على السائل المضغوط الناتج عن موجة الصدمة. تعمل الضغوط المرتفعة على الحاجز إلى دائرة بقطر يبلغ 2 د، لأنه بحلول هذه اللحظة فإن توزيع السرعة في الطائرة بالقرب من نقطة الاصطدام سوف يقترب من توزيع التدفق الثابت.
يتم استهلاك قطعة نفاثة بطول حوالي واحد له كتلة ~ النبض والطاقة ~ لهذه العملية.لاحظ أن تقدير حجم وطاقة هذا الجزء النفاث يعطي نفس القيمة التي تم الحصول عليها في وقت سابق بطريقة أخرى لحجم وفقدان الطاقة من السوائل الراكدة في تدفق مستمر. تتوافق قيمة الطاقة المشار إليها مع الحد الأقصى لكمية الطاقة التي يمكن أن يتلقاها الجدار أثناء عملية إنشاء التدفق ، أي في المرحلة الأولى.
ومع ذلك ، يعتمد نقل الطاقة الفعلي على العلاقة (عملية تصادم رأس الطائرة مع الجدار تشبه إلى حد ما التصادم غير المرن للكرات). من قوانين الحفظ نحصل بسهولة على التعبير:
 (7)
(7)
حيث E - نقل الطاقة إلى ورقة واقية
ك - نسبة مساحة الورقة التي تستقبل النبضة إلى منطقة المقطع العرضي للطائرة.
إذا نكتب الآن ذلك E يجب ألا تتجاوز طاقة التشوه المسموح به للورقة في منطقة الدنت ، والتي يتم الإشارة إلى مجالها حتى الآن من خلالها نحصل على شرط لعدم اختراق الورقة في المرحلة 1:
دعونا نحل مشكلة عدم المساواة هذه فيما يتعلق بـ "الاستبدال والإعداد المبدئي" ![]() يتوافق مع القيم ك و ك 1 ، بالقرب من الحقيقي ، سيكون لدينا:
يتوافق مع القيم ك و ك 1 ، بالقرب من الحقيقي ، سيكون لدينا:
 (8)
(8)
الصيغ (6) و (8) تعطي نفس القيم؟ في
 (9)
(9)
في P T > ف * ر المزيد من القيمة؟ يعطي صيغة (6) ، من أجل P T < ف * ر - الصيغة (7). لذلك ، اعتمادا على القيمة P T تحتاج إلى تطبيق هذه الصيغة أو تلك. إذا تم استخدام ورقة من St 3 كعقبة ، ثم
ف * ر \u003d 200 كجم / سم 2. (9 *)
3. حساب تقريبي للتدفق
نظرًا لأنه من غير المعروف مسبقًا شكل وحجم الثقب الموجود في جدار الوعاء في حالة حدوث تمزق ، عند حساب الحماية ، من الواضح أنه من الضروري التركيز على أسوأ الحالات ، عندما يتم تشكيل فتحة تعطي نفاثة من أقصى قوة انهيار.
يمثل الحل الدقيق لمشكلة انتهاء الصلاحية صعوبات كبيرة ، ومع ذلك ، يمكن إجراء تقديرات كافية هنا لحساب الحماية.
لنفترض أن لدينا وعاء حجم الخامس ج سائل الضغط P 1. يرمز D إلى الحجم الزائد للسائل الذي يجب إطلاقه منه بحيث ينخفض \u200b\u200bالضغط إلى الغلاف الجوي V 1. اسمحوا ل تي 1 \u003d 0 ثقب به منطقة مشكلة في جدار الوعاء S والحجم المميز (مثل القطر) د.
موجة الندرة ، الممتدة من السطح الحر إلى الوعاء ، تخفف الضغط بالقرب من السطح إلى الضغط الجوي وتخبر الطبقة السطحية للسائل بالسرعة حيث ج \u003d سرعة الصوت في السائل.
على الرغم من أننا نتعامل هنا مع التدفق المكاني للسائل ، فإن الوقت المميز لتسريع المائع هو تي * يمكن تقديرها وفقًا لمخطط أحادي البعد: موجة نادرة بسبب التمدد الحاد للسطح الأمامي عند دخول الوعاء على مسافة من ترتيب د ينعكس من الفتحة في شكل موجة انضغاط بنفس السعة (مثلما يحدث عندما تنتشر موجة نادرة في أنبوب عبر منطقة تزداد فيها حدة في المقطع العرضي).
في هذه الحالة ، في قسم الفتحة ، تزيد سرعة المائع بنفس القيمة D U. تنعكس موجة الانضغاط مرة أخرى من السطح الحر عن طريق موجة الارتداد ، مما يزيد من السرعة بمقدار D آخر U إلخ نظرًا لزيادة سرعة المائع في المقطع العرضي للفتحة بمقدار بمرور الوقت ، فسيكون متوسط \u200b\u200bالزيادة في السرعة النفاثة لكل وحدة زمنية في بداية انتهاء الصلاحية هو
![]()
أوقات تسريع الطائرات التقليدية ستكون:
 (10)
(10)
لمراعاة تأثير التغيرات في الضغط في الوعاء أثناء عملية التدفق الخارجي ، نطبق طريقة مختلفة: سنحسب التدفق الخارجي كما هو الحال بالنسبة للسوائل غير القابلة للضغط (هذا مبرر الآن) ، وسنأخذ في الاعتبار قابلية الانضغاط فقط من خلال العلاقة بين الضغط في الوعاء ومقدار السائل المتسرب. على طول محور الثقب هي سرعة المائع Uيعتمد على إحداثي واحد Xو الوقت تي.
نكتب معادلة الضغط على طول هذا المحور:
نحن دمجها أكثر سالاعتقاد
![]()
حيث الخامس "(تي) هي السرعة في قسم الثقب ؛
K 2 \u003d 1 هو معامل رقمي ، لأنه مع المسافة من الفتحة في عمق السائل ، تنخفض السرعة بسرعة كبيرة تقريبًا.
بعد التكامل نحصل على:
![]() (11)
(11)
حيث P(تي) هو الضغط في الوعاء ، يتغير عند انتهاء الصلاحية. لاحظ أن هذه المعادلة تتضمن زيادة السرعة في المرحلة الأولية من العملية ، أي متى P ? P 1 وتزامن مع استنتاج سابق.
حتى ضغوط عدة مئات من الأجواء ، يمكننا أن نفترض أن الضغط في الوعاء يرتبط خطيًا بحجم السائل الزائد D V 1 الواردة حاليا في السفينة. لذلك ، يمكننا أن نكتب:
إدخال التعبير الأخير في المعادلة (11) والانتقال إلى متغيرات غير ذات أبعاد: ، أين U ؟ و تي * نأخذ من (10) ، نحصل على المعادلة:
1/3 V 2 ماكس
هنا كحد أقصى - طول الطائرة في الوقت ر \u003d ر ماكسعندما V = الخامس كحد أقصى.
4. حساب عملي للحماية
على الرغم من أنه في الواقع ، مع حدوث تمزق مفاجئ في الوعاء ، فإن شكل الثقب الذي تم تشكيله لا يدور أبدًا تقريبًا ، يجب على المرء أن يحسب الحفرة المستديرة بطريقة يمكن أن تُظهر أن الحفرة المستديرة هي الأكثر خطورة.
التعبير عن الصيغ (6) و (8) د من خلال؟ و P T من خلال P 1:
P T= V 2 P 1 , (14)
باستخدام التعبيرات (13) و (14) نحصل على:
![]() (15)
(15)
 (16)
(16)
منذ للجميع P 1 القيمة الخامس كحد أقصىيعتمد على؟ ، إذن من الضروري اختيار قيمة تصل فيها جوانب التباين اليمنى (15) و (16) إلى أقصى قيمة لها.
تحتوي الصيغة (15) على المنتج V 2 ·؟ 1/3 ، من الجدول أعلاه نرى أن الحد الأقصى لهذا المنتج يتحقق في؟ \u003d 0.3 وقريبة من 0.5. استبدال هذه القيمة في (15) لتحديد سمك الحماية ، نحصل على:
![]() (17)
(17)
متى فكيف؟ \u003d 0.3 ، الخامس كحد أقصى = 0,7, P * تي مأخوذة من الصيغة (9).
بالنسبة إلى St 3 ، تنطبق الصيغة (17) على P 1\u003e 300 كلغ / سم 2.
إلى P 1 < 300 кгс/см 2 нужно использовать формулу (16). Ее применение осложняется тем, что?, соответствующее максимальному значению правой части, зависит от P 1 ، لذلك ، لكل منهما P 1 - من الضروري عن طريق الاختيار للعثور على مثل هذا يعطي الحد الأقصى من الجانب الأيمن من عدم المساواة. ما هو مناسب لكل؟ معنى V 2 تؤخذ من الجدول.
ومع ذلك ، يمكن تبسيط الحساب إلى حد كبير باستخدام المعادلة الأصلية (8) ، والتي د و P T يمكن التعبير عنها من خلال المعلمات الأولية د V 1 و P 1 لأسباب جسدية. في الواقع ، عندما نشتق الصيغة (8) ، فإننا ننطلق من الزخم والطاقة التي يحملها رئيس الطائرة بطول حوالي د/ 2. من الواضح ، أن هذه الطاقة والزخم سيكونان أكبر إذا كان الجزء الرئيسي يحمل الطاقة المرنة للسفينة مع السائل ، مساوٍ ، وكل الكتلة الزائدة ، مساوية؟ 1 د V 1 ، أي إذا كان لدينا ، في الواقع ، ليس حتى تيار ، ولكن كتلة من السائل ، الذي له نفس الأبعاد تقريبًا في جميع الاتجاهات.
ثم بدلاً من (8) نحصل على:
 (18)
(18)
من الضروري إضافة هامش أمان إلى التعبيرات التي تم الحصول عليها ، لا تقل عن 2.5.
في الختام ، نكتب الصيغ النهائية لحساب سمك الحماية من St 3 مع عامل أمان 4 ، مع الأخذ في الاعتبار تي \u003d 2700 كجم / سم 2 ، ثانية في \u003d 3500 كجم / سم 2 ،،؟ \u003d 0.2.
إلى P 1\u003e 300 كلغ / سم 2 ![]() (19)
(19)
إلى P 1 < 300
кгс/см 2  (20)
(20)
حيث P 1 - بالكيلوغرام / سم 2 ، د V 1 - في سم 3 ،؟ - في الطول
حساب د V للأوعية الكروية والأسطوانية ليست صعبة إذا كانت الخصائص المرنة لقذيفة الوعاء وانضغاط السوائل معروفة. على سبيل المثال ، بالنسبة للمياه في وعاء كروي:
 (21)
(21)
حيث R - نصف قطر السفينة ؛
1 - سمك جدار الوعاء ؛
معامل يونغ.
µ هي نسبة Poisson.
الملحق 3
إشارة
تحديد المسافة الآمنة للموظفين غير المشاركين
في الاختبارات الهيدروليكية
يمكن تحديد طاقة السائل المضغوط من خلال الصيغة:
حيث P - الضغط الذي انهار فيه المنتج (اختبار الضغط) ؛
D V - كمية إضافية من السوائل التي يتم ضخها في المنتج مع حجم الخامس ج دون الأخذ بعين الاعتبار تشوهه.
D V = الخامس حول - الخامس ق
حيث الخامس حول - إجمالي حجم السائل المعرض للضغط ؛
الخامس ق - حجم السفينة ،
الخامس ق \u003d أ الخامس حول.
وبالتالي:
 (2)
(2)
حيث a هو معامل الضغط العام.
يمكن تحديد قيمة a بواسطة الصيغة:
حيث A و B - المعاملات الثابتة المحددة من الجدول اعتماداً على السائل المستخدم ودرجة حرارة الاختبار.
الطاقة الكلية للغاز في الوعاء ( E) ، بالكيلوغرام ، يمكن تحديدها بواسطة الصيغة:
حيث K \u003d 1.4 هو الأس ثابت للجو.
لضغط الهواء 1 م 3 للضغط P \u003d 10 كلغ / سم 2 في درجة حرارة ثابتة تتطلب العمل ( E) بالكيلوغرام:
![]()
لذلك ، يمكن تحديد حجم ما يعادل أسطوانة الهواء من حيث الطاقة المخزنة إلى منتج تم اختباره بسائل مضغوط بواسطة الصيغة ، في m 3:
يمكن تحديد الضغط الزائد في مقدمة موجة صدمة الهواء عند تمزق البالون المكافئ ، حسب المسافة ، بواسطة الصيغة التجريبية ، بالكيلوغرام / سم 2:
![]() (6)
(6)
أين هي الكمية البعدية؟
ص - المسافة من مركز المنتج إلى النقطة المعنية ، م ؛
ج ج - طاقة ضغط السائل في المنتج ، تساوي طاقة ضغط الغاز في اسطوانة مكافئة ، كجم.
ف أ - الضغط الجوي ، kgf / سم 2.
الصيغة (الفقرة 6.3) صالحة ل ص > ص ص,
حيث ص ص - المسافة التي وصفت بها نظرية انتشار موجة الصدمة بواسطة نظرية مصدر الانفجار ، m ،
حيث Q = ?الخامس ب - كتلة الغاز في السفينة ، كجم ؛
? - كثافة الغاز ، كجم / م 3 ؛
الخامس ب - حجم السفينة ، م 3.
عند حساب مسافة آمنة ص يجب أن يؤخذ في الاعتبار أن الحد الأقصى للضغط الزائد في مقدمة الموجة الهوائية عند النقطة المعنية يجب ألا يتجاوز 0.1 كجم / سم 2. مع الأخذ في الاعتبار أن تأثير تدمير المنتج أثناء عملية التعزيز المائي في بعض الحالات (بسبب الانتشار غير المتكافئ للموجة) قد يكون أكثر أهمية من تأثير تدمير أسطوانة مكافئة ، فإننا نرى أنه من الضروري مضاعفة المسافة الآمنة التي تم الحصول عليها بالطريقة أعلاه بعامل 1.5.
ستكون المسافة التي تم الحصول عليها بهذه الطريقة هي الحد الأدنى ، حيث لا ينبغي تحديد موقع الموظفين الذين لا يشاركون في أعمال التعدين المائي.
بيانات المعلومات
1. مصممة ومقدمة
كل اتحاد البحوث العلمية والتصميم معهد هندسة الأجهزة الكيميائية والبترولية (VNIIPTkhimnefteapparatury)
DEVELOPERS:
نائب الرئيس نوفيكوف (زعيم الموضوع) ؛ NK الصفيحة. AM Eremin
2. تمت الموافقة عليه وإدخاله بأمر من وزارة الهندسة الثقيلة بتاريخ 07.25.90 رقم VA-002-7259
3. مسجل من قبل NIIkhimmash
لعدد RD 24.200.11-90 من 1990/6/19 السيد
4. معلومات عن توقيت وتواتر التحقق من الوثيقة:
مدة التفتيش الأولى هي 1992 ، وتيرة التفتيش هي 2 سنوات.
5. المرة الأولى المقدمة
6. الوثائق المرجعية الفنية الفنية
|
رقم الفقرة ، الفقرة الفرعية ، النقل ، التطبيق |
|
|
GOST 12.0.004-79 |
|
|
GOST 12.2.085-82 |
|
|
GOST 24555-81 |
|
|
OST 26-01-9-80 |
بادرة |
|
OST 26-01-221-80 |
بادرة |
|
OST 26-01-900-79 |
بادرة |
|
OST 26-01-1183-82 |
بادرة |
|
OST 26-11-06-86 |
بادرة |
|
OST 26-11-14-88 |
|
|
OST 26-18-6-80 |
بادرة |
|
OST 26-291-87 |
|
1. أحكام عامة. 1 2. متطلبات الموظفين. 1 3. متطلبات الموقع ، المعدات ، المعدات. 2 3.1. متطلبات الموقع ومكان العمل عند اختباره بأجهزة محمولة .. 2 3.2. متطلبات المعدات والمعدات. 3 |
(ورقة الغش)
n1.doc
الاختبارات الهيدروليكية لأوعية الضغط.إناء - يوجد حاوية مغلقة بإحكام مصممة للعمليات الكيميائية والحرارية وغيرها من العمليات التكنولوجية ، وكذلك لتخزين ونقل المواد الغازية والسائلة وغيرها. حدود السفينة هو التجهيزات مدخل ومخرج.
يجب أن يضمن تصميم السفن الموثوقية والتشغيل الآمن خلال فترة الخدمة المقدرة وأن يوفر إمكانية إجراء الفحص الفني والتنظيف والغسيل والإفراغ التام والتطهير والإصلاح والتحكم التشغيلي في المعادن والمفاصل.
اختبار هيدروليكي (هوائي) هو إجراء للتشخيص الفني للأوعية الدموية ، وله الأهداف التالية:
1. تحقق من قوة العناصر الهيكلية.
2. تحقق من ضيق المفاصل من العناصر الهيكلية.
يجب إجراء الاختبارات الهيدروليكية لمعدات النفط والغاز وفقًا لمتطلبات الوثائق والقوانين التنظيمية التالية.
يجب تحديد الإجراء لإجراء الاختبارات الهيدروليكية في التصميم الفني وفي تعليمات الشركة المصنعة لتركيب وتشغيل السفينة.
يتم إجراء الاختبارات الهيدروليكية للسفن فقط مع نتائج مرضية لعمليات التفتيش الخارجية والداخلية.
يجب أن تحتوي السفن على تجهيزات لملء وتصريف المياه ، وكذلك لإزالة الهواء أثناء الاختبار الهيدروليكي. يجب توفير صمام في كل وعاء ، مما يسمح بمراقبة نقص الضغط في الوعاء قبل فتحه.
يجب تقديم السفن للاختبار الهيدروليكي مع التركيبات المثبتة عليها.
يتم إجراء الاختبار باستخدام السحابات والحشوات المحددة في التصميم.
يجب أن تكون الأجهزة التي تعيق عمليات التفتيش الخارجية والداخلية للأوعية الدموية قابلة للإزالة. إذا كان تصميم السفينة لا يسمح بإجراء فحوصات خارجية وداخلية ، أو اختبار هيدروليكييجب أن يشير مطور تصميم الوعاء في تعليمات التركيب والتشغيل إلى منهجية وتكرار ومدى التحكم. تقع مسؤولية إعداد السفينة في الوقت المناسب وعلى الجودة للفحص على عاتق مالك السفينة.
يجب زيادة الضغط في وعاء الاختبار بسلاسة. يجب الإشارة إلى معدل ارتفاع الضغط: من أجل اختبار الوعاء في مصنع الشركة المصنعة في الوثائق الفنية ، لاختبار الوعاء أثناء التشغيل - في تعليمات التثبيت والتشغيل الآمن. كقاعدة عامة ، توصي الإرشادات بعد كل 15 دقيقة من التعرض ، بزيادة الضغط في الأوعية بمقدار 25٪ ص إلخ .
يجب التحكم في الضغط أثناء الاختبار الهيدروليكي من خلال مقياسين للضغط لهما نفس نطاق القياس ونفس فئة الدقة.
عند ملء الجهاز بالماء ، تأكد من عدم وجود هواء به. عند صرف الماء من الجهاز ، يجب فتح فتحة تهوية لمنع التأثيرات غير المرغوب فيها للضغط الخارجي على الجهاز. يحظر رفع الضغط ("الضغط") بالهواء المضغوط.
بالنسبة للاختبارات الهيدروليكية ، يتم استخدام الماء بدرجة حرارة تتراوح من +5 إلى +40 درجة مئوية ، ما لم يتم تحديد قيمة درجة حرارة مختلفة على السفينة في الظروف الفنية. لا يؤدي اختلاف درجة الحرارة بين جدار الوعاء والهواء المحيط أثناء الاختبارات إلى تكثيف الرطوبة على سطح جدران الوعاء.
تختلف قوة المعدن في نطاق درجة حرارة الاختبار المسموح به قليلاً. لذلك ، فإن قيمة الضغوط المسموح بها [؟] من المعدن الذي صنعت منه السفينة ، خلال الاختبارات الهيدروليكية ، من المعتاد دائمًا اختيار درجة الحرارة المناسبة + 20 درجة مئوية.
يُسمح بإجراء الاختبارات الهيدروليكية للأوعية المركبة عموديًا في وضع أفقي ، بشرط أن يكون جسم السفينة آمنًا ، ويجب إجراء حساب القوة من خلال مصمم مشروع السفينة مع مراعاة الطريقة المقبولة للتثبيت أثناء الاختبار الهيدروليكي. في هذا الاختبار يجب أن تؤخذ في الاعتبار الضغط الضغط الهيدروستاتيكيتعمل على السفينة خلال عملها.
يجب أن يكون الضغط الموجود في الجزء العلوي من الجهاز في موضع العمل مساوياً للضغط في الاختبار.
يتم حساب الضغط في الجزء السفلي من السفينة مع مراعاة الضغط الهيدروستاتيكي.
يتم فحص كثافة اللحام في حلقات التعزيز وفوهات الفتحات من خلال فتحات الإشارة بالهواء المضغوط مع ضغط 0.4h0.6MPa مع غسل طبقات داخل الجهاز وخارجه.
يعتمد وقت التعرض تحت ضغط الاختبار على سمك جدار الوعاء ويشار إليه في جواز سفر الوعاء.
بعد الضغط على الوعاء تحت ضغط الاختبار في الوقت المحدد ، يتم تقليل الضغط الموجود فيه تدريجياً إلى الضغط المحسوب ويتم فحص السطح الخارجي للسفينة.
أثناء الاختبارات ، يُمنع النقر على الجدران ، لتشديد التوصيلات القابلة للانفصال في وعاء الضغط.
وقت اختبار السفينة
تعتبر السفينة قد اجتازت الاختبار الهيدروليكي إذا لم يتم العثور عليه:
التسريبات ، الشقوق ، تعفير ، الدموع في اللحامات وعلى المعادن الأساسية ؛
تسرب في اتصالات للانفصال.
التشوهات المتبقية مرئية.
ينخفض \u200b\u200bالضغط على المانومتر.
تتعرض الوعاء وعناصره ، التي يتم فيها اكتشاف العيوب أثناء الاختبار ، بعد القضاء عليها إلى اختبارات هيدروليكية متكررة بضغط اختبار تحدده هذه "القواعد".
يجب تسجيل قيمة ضغط الاختبار ونتائج الفحص الفني في جواز سفر السفينة من قبل الشخص الذي يجري الفحص ، مع الإشارة إلى المعايير المسموح بها لتشغيل السفينة وتوقيت الفحص التالي. إذا ظهر أثناء الفحص الفني أن السفينة ، نظرًا لوجود عيوب أو انتهاكات لـ "القواعد" ، في حالة تشكل خطورة على مزيد من التشغيل ، يجب حظر تشغيل هذه السفينة.
يشار إلى تواتر أوعية الاختبار من مختلف الفئات في الوثائق المعيارية والتقنية للسفينة وفي "القواعد" لتصميم وتشغيل السفن الآمنة التي تعمل تحت الضغط "Gosgortekhnadzor من الاتحاد الروسي.
عند إجراء مسح غير عادي ، يجب الإشارة إلى سبب الحاجة إلى مثل هذا المسح.
التكنولوجيا وحساسية طريقة التحكم في الجسيمات المغناطيسية.
إعداد السطح من أجزاء.
مغنطة الأجزاء
مسحوق جاف أو تعليق.
فحص الأجزاء ، وتقييم العيوب ، وإذا لزم الأمر ، إزالة المغناطيسية.
تحدد طريقة المسحوق المغناطيسي العيوب والعيوب السطحية الموجودة على عمق ضحل. تتحدد حساسية التحكم بعدة عوامل: الخصائص المغناطيسية للمادة ، خواص المسحوق المستخدم ، إلخ. تؤدي الزيادة في الخشونة إلى انخفاض في الحساسية ، حيث يستقر المسحوق المغناطيسي على مخالفات السطح ، أي أنه يجب إعداد السطح: تنظيف المقياس والأوساخ والشحوم. غالبًا ما يتم فهم الأسطح المصلدة بأنها عيب. لا يمكن فحص اللحامات إلا بعد الطحن الميكانيكي. يُسمح بالتحكم في الطلاءات غير المغناطيسية. وجود هذه الطلاءات بسمك يصل إلى 20 ميكرون عمليا لا يؤثر على حساسية الطريقة.
يتم تحديد حساسية طريقة الكشف عن عيوب الجسيمات المغناطيسية على عينات التحكم ذات العيوب الطبيعية أو الاصطناعية. هيكليا ، عينات مع السطح
تشبه العيوب الصناعية العينات المقابلة المستخدمة في السيطرة على الشعيرات الدموية.
3. مبدأ قياس الضغط.
سلالة قياس - مقاوم يغير مقاومته أثناء التشوه. يتم استخدام أجهزة قياس الضغط لقياس النزوح أو السلالات.
,  ,
, 
 - معامل حساسية الإجهاد (يعتمد على المادة المادية. sv-tv للمقاوم).
- معامل حساسية الإجهاد (يعتمد على المادة المادية. sv-tv للمقاوم).
M 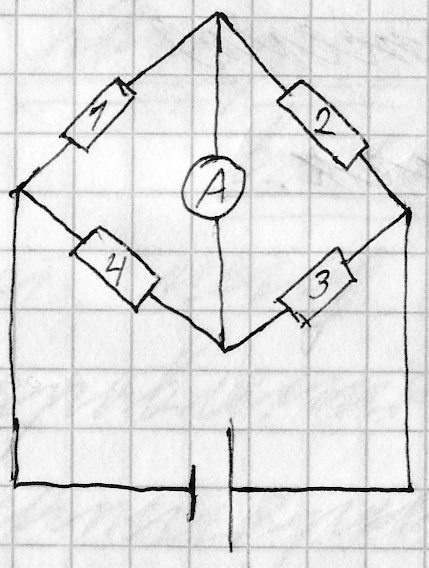 اتصال الأساسية مخطط الموترezistorov.
اتصال الأساسية مخطط الموترezistorov.
1 - قياس الإجهاد لصقها ؛
2 ، 3 - المقاومات (المقاومة) ؛
4 - خلية الحمل غير لاصق.
يسمح لك هذا المخطط بالتعويض عن تأثير التغيرات في درجات الحرارة.
خلايا الحمل موحدة
رقم التذكرة 5
الأساس المادي لطرق وتقنية تنظير عيوب الإشعاع.
في الاختبارات غير المدمرة للإشعاع ، تُستخدم ثلاثة أنواع من الإشعاعات المؤينة: bremsstrahlung  ، أشعة غاما
، أشعة غاما  والنيوترون
والنيوترون  .
.
يتم التحكم باستخدام إشعاع النيوترون فقط في ظروف ثابتة. المصادر الرئيسية لإشعاع النيوترونات هي مسرعات الجسيمات المشحونة والمفاعلات النووية ومصادر النيوترونات المشعة. في الميدان أثناء تشغيل أو بناء المنشأة عادة ما تستخدم س- أو؟ الإشعاع. مصادر سالإشعاع radiation في هذه الحالة عبارة عن أجهزة أشعة سينية نبضية محمولة ، والإشعاع sources مصادر إشعاعية. من خلال مساعدتهم ، من الممكن أن تتألق من خلال منتجات الصلب بسمك 200 مم.
جزء التحكم والقياس عبارة عن مجموعة من الأجهزة التي تُستخدم لقياس الوقت والتحكم فيه والتيار والجهد والتردد والتحكم فيهما. حجم الجهد العالي الذي يتم توفيره للأقطاب الكهربائية لأنبوب الأشعة السينية هو 100 ... 400 كيلو فولت. مع زيادة الجهد ، يتم تحويل الحد الأقصى من الإشعاع نحو موجات قصيرة ، ويزيد من قوة اختراق الإشعاع.
يشتمل باعث الأشعة السينية ، بالإضافة إلى أنبوب الأشعة السينية ، على غلاف واقي مملوء بوسيط عازل - زيت محول أو غاز تحت الضغط ، وكذلك أداة موازاة - جهاز مصمم لتشكيل حزمة من الإشعاع الاتجاهي.
تستخدم المصادر المشعة للاشعاع في فحص أشعة جاما ويتم توصيلها في أمبولات تنقل في حاويات خاصة. عادة ما تستخدم نظائر Co60 و Se75 و Ir192 كمصادر إشعاعية. وقد أدى ظهور مثل هذه المصادر المشعة الرخيصة نسبيا إلى إنشاء مجموعات معدات خاصة تسمى أجهزة الكشف عن عيوب أشعة غاما. هناك أجهزة الكشف عن الخلل في جاما للمسح الأمامي والبانورامي ، وكذلك أجهزة الكشف عن الخلل في جاما خرطوم عالمي. أجهزة كشف عيوب أشعة جاما من النوع الأول ليست سوى رأس إشعاع مشع مثبت في منطقة التحكم ومجهز بآلية لفتح المصراع وإغلاقه. الأجهزة العالمية الأكثر استخدامًا هي نوع الخرطوم ، الذي يتكون من رأس إشعاع ، وخرطوم أمبول ، ولوحة تحكم مزودة بآلية لتحريك الأمبول بمصدر مشع عبر قناة الأمبول ، وفوهة موازية. في هذه الأجهزة ، يتم تغذية أمبولة مصدر الإشعاع المشع من رأس الإشعاع من خلال الأمبولات باستخدام كابل مرن مدفوع من جهاز التحكم عن بعد باستخدام محرك يدوي أو كهربائي. يسمح وجود محرك أقراص بعيد بالتقليل من التعرض المشع للمشغل بسبب إزالته من مصدر الإشعاع بمقدار 12 مترًا أو أكثر.
على عكس أجهزة الأشعة السينية ، يمكن تشغيل كاشفات عيوب أشعة جاما بدون مصادر الطاقة ، وهو أمر مهم بشكل خاص في هذا المجال. وغالبًا ما تستخدم أيضًا للتحكم في الأجسام المغلقة ذات الشكل المعقد عندما يكون من المستحيل تثبيت بواعث أجهزة الأشعة السينية. عيوب أجهزة كشف عيوب أشعة غاما هي: الحاجة إلى الاستبدال الدوري لمصادر الإشعاع التي فقدت نشاطها ، والقدرة المحدودة على تنظيم أوضاع التشغيل ، وكذلك الصور الشعاعية ذات التباين الأقل مقارنةً بالأشعة السينية.
الإشعاع المؤين بشكل عام ، من وجهة نظر التعرض لجسم الإنسان ، هو الأكثر خطورة من تلك المستخدمة في الاختبارات غير المدمرة ، وبالتالي ، فإن جميع المعدات المستخدمة في مراقبة الإشعاع تخضع لشهادة إلزامية وإعادة إصدار الشهادات الدورية. يُسمح للعاملين المدربين والمعتمدين بشكل خاص بالعمل ، وهو يخضع لمراقبة الجرعة الإلزامية.
من بين طرق الإشعاع ، تستخدم طرق الإشعاع المرسلة للكشف عن العيوب الداخلية في المنتج وقياسها. عند المرور عبر منتج خاضع للتحكم ، يتم تخفيف الإشعاعات المؤينة بسبب امتصاصه وانتشاره في مادة المنتج. تعتمد درجة التوهين على ثخانة المنتج والتركيب الكيميائي للمادة وهيكلها ووجود تجاويف الغاز وحبوب الكبريتيد وغيرها من المواد الغريبة. نتيجة مرور الإشعاع المؤين عبر المنتج المتحكم فيه ، يسجل الكاشف توزيع شدة تدفق الإشعاع الذي يصل إليه ، ويسمى صورة الإشعاع للمنتج. يتم تحديد وجود وخصائص العيوب من خلال كثافة صورة الإشعاع الناتجة. تشير شدة الإشعاع الموحد للكاشف إلى عدم وجود عيوب. يتوافق انخفاض كثافة صورة الإشعاع مع زيادة في سمك المنتج المتحكم فيه ، على سبيل المثال ، في منطقة اللحامات أو الترشيش المعدني (قطرات) من اللحامات. في المقابل ، تتوافق الزيادة في الكثافة مع مناطق المنتجات ذات سماكة الإشعاع الأصغر التي بها عيوب. مخطط السيطرة على الإشعاع عن طريق طريقة الإشعاع المنقول.
1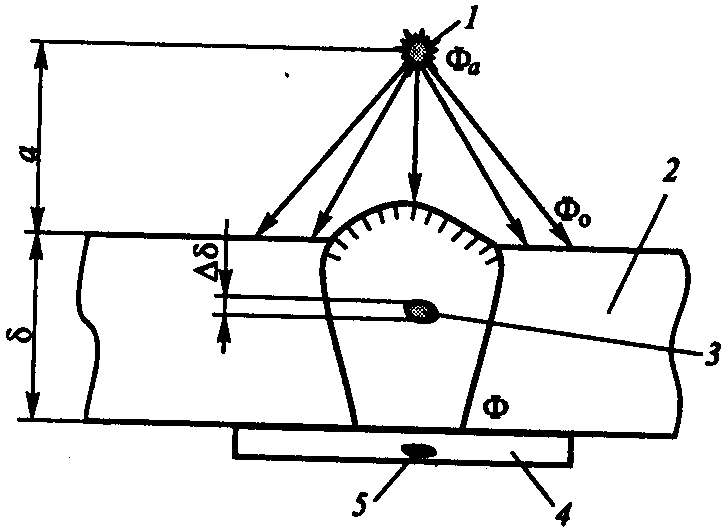 - مصدر الإشعاع ؛
- مصدر الإشعاع ؛
2 - وجوه السيطرة ؛
3 - عيب.
4 - كاشف (كاسيت مع فيلم) ؛
5 - تتبع من العيب.
شدة الإشعاع تصل إلى الكائن  يعتمد على التدفق الأولي في نقطة خروج الإشعاع ، المسافة و للكائن وخصائص الإشعاع نفسه:
يعتمد على التدفق الأولي في نقطة خروج الإشعاع ، المسافة و للكائن وخصائص الإشعاع نفسه:
 ,
,
حيث R و ب - الثوابت التي تحددها طبيعة الإشعاع.
بعد تمرير الكائن ، يتم تحديد شدة حادثة الإشعاع على الكاشف من التعبير
 ,
,
أين؟ - معامل التوهين بالإشعاع بواسطة مادة الجسم ؛ ؟ - سمك الكائن ؛ ال - عامل ما يسمى التراكم ، تحدد تجريبيا (مع شعاع ضيق من الأشعة ب \u003d 1).
بسبب الاعتماد الأسي للتخفيف من شدة الإشعاعات المؤينة ، تنخفض حساسية التحكم بشكل حاد مع زيادة سماكة الإشعاع ، وبالتالي ، فإن أقصى عمق للتحكم محدود وللأجهزة المحمولة عادة لا تتجاوز 200 مم ، وهو أحد عيوب طريقة التحكم في الإشعاع.
بالإضافة إلى ذلك ، هناك عيب مهم للغاية وهو أن الشقوق التي يقل سمكها الإشعاعي عن فئة حساسية معينة لا يتم اكتشافها باستخدام طريقة التحكم في الإشعاع. يتعلق هذا بشكل أساسي بالشقوق الموجهة بشكل عمودي أو بزاوية صغيرة باتجاه الإشعاعات المؤينة.
تختلف طرق التحكم في الإشعاع بالإشعاع المنقول في طرق الكشف عن نتائج تفاعل الإشعاع مع كائن التحكم ، وبالتالي تنقسم إلى صور إشعاعية وإشعاعية وقياسات إشعاعية.
طريقة التصوير الشعاعي يعتمد الاختبار غير المدمر على تحويل صورة الإشعاع الخاصة بالكائن المتحكم به إلى صورة شعاعية أو تسجيل هذه الصورة على جهاز تخزين مع تحويل لاحق إلى صورة خفيفة. للحصول على صور إشعاعية ، يتم استخدام أشرطة مع فيلم إشعاعي خاص (الأشعة السينية) ، ومجهزة بشاشات تكبير لزيادة الحساسية. تُستخدم رقائق أشباه الموصلات أيضًا كواشف صور إشعاعية ، يتم نقل الصورة منها بواسطة الأشعة السينية إلى الورق العادي.
طريقة الإشعاع يعتمد رصد الإشعاع على تسجيل صورة الإشعاع على شاشة الفلورسنت أو على شاشة مراقبة محول الإشعاع البصري الإلكتروني. تتمثل ميزة الأسلوب الإشعاعي في إمكانية التحكم المتزامن للمنتج في زوايا مختلفة ، وبالتالي ، رؤية مجسمة للعيوب.
في قياس الإشعاع في هذه الطريقة ، يتم تحويل صورة الإشعاع عن طريق المسح الضوئي إلى شكل رقمي وتسجيلها على شريط التخزين المتوسط \u200b\u200bالملائم ، الشريط الممغنط. بعد ذلك ، يتم نقل هذه المعلومات إلى جهاز كمبيوتر للمعالجة والتحليل اللاحقين.
لأغراض التشخيص الفني لمعدات التشغيل ، يتم استخدام طريقة التحكم الإشعاعي ، ويتم تنفيذها عن طريق مجموعة بسيطة من المعدات المحمولة نسبيًا ، والتي تسمح بالحصول على أدلة مستندية عن نتائج التحكم في صورة صورة إشعاعية.
عيوب المفاصل الملحومة وأسبابها
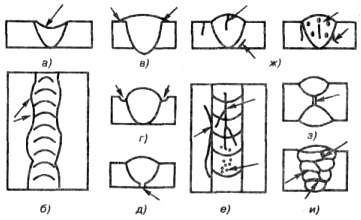
التين. 1. أنواع العيوب في اللحامات:
أ - إضعاف التماس. ب - عدم اتساق العرض ، وتدفق c ، و d - undercut ، و s - قلة الاختراق ، و s - الشقوق والمسام ، و g - الشقوق الداخلية والمسام ، و s - الافتقار الداخلي إلى الاختراق ، و - شوائب الخبث
تراجع تتشكل نتيجة تسرب المعدن السائل على سطح المعدن البارد دون اندماج به. يمكن أن تكون محلية - في شكل قطرات مجمدة فردية ، ولها أيضًا طول كبير على طول التماس. في معظم الأحيان ، يتم تشكيل رشقات نارية عند تنفيذ اللحامات الأفقية على مستوى عمودي. أسباب تشكيل الترهل هي تيار لحام كبير ، وقوس طويل للغاية ، وميل قطب غير صحيح ، وزاوية كبيرة من الميل للمنتج أثناء لحام النسب. عند إجراء اللحامات الدائرية ، يتشكل الترهل عندما يتحرك القطب بشكل غير كافٍ أو مفرط من ذروة الذروة. في أماكن التدفق ، غالبًا ما يتم اكتشاف قلة الاختراق والشقوق وغيرها.
ضرب كرة الغولف تمثل فترات الاستطالة المستطيلة (الأخاديد) المشكلة في المعدن الأساسي على طول حافة التماس. تنشأ نتيجة لتيار لحام كبير وقوس طويل. السبب الرئيسي وراء تقطيع اللحامات فيليه هو إزاحة القطب نحو الجدار العمودي. هذا يسبب تسخينًا كبيرًا لمعدن الجدار العمودي وجريانه عند ذوبانه على الحائط الأفقي. تؤدي الدعامات إلى إضعاف المقطع العرضي للمفصل الملحوم وتركيز الضغوط عليه ، مما قد يتسبب في التدمير.
الإرهاق - يتم ذلك من خلال ثقوب في التماس ، تكونت نتيجة لتسرب جزء من الحمام المعدني. قد تكون أسباب تشكيلها وجود فجوة كبيرة بين الحواف الملحومة ، وعدم كفاية الحواف ، والتيار الزائد للحام ، وسرعة اللحام غير الكافية. في معظم الأحيان ، تتشكل الحروق عند لحام المعدن الرقيق وتنفيذ التمريرة الأولى للتماس متعدد الطبقات. يمكن أن تنتج الحروق أيضًا عن بطانة غير ملحومة محكمة الضبط أو وسادة التدفق.
عدم الانصهار يسمونه عدم الانصهار المحلي من حواف المعدن الأساسي أو عدم الانصهار من بكرات الفردية مع بعضها البعض خلال لحام متعدد الطبقات. يؤدي عدم الاختراق إلى تقليل المقطع العرضي للتماس ويؤدي إلى تركيز الضغط في المفصل ، مما يمكن أن يقلل بشكل كبير من قوة الهيكل. أسباب نقص الانصهار هي سوء تنظيف المعدن من الحجم ، الصدأ والملوثات ، خلوص صغير أثناء التجميع ، شد كبير ، زاوية شطبة صغيرة ، تيار لحام غير كافي ، سرعة لحام عالية ، إلكترود إزاحة من مركز المفصل. عدم الاختراق فوق القيمة المسموح بها يخضع للإزالة واللحام اللاحق.
الشقوق، فضلا عن عدم وجود الانصهار ، هي أخطر العيوب في اللحامات. يمكن أن تحدث في التماس نفسه وفي المنطقة المتأثرة بالحرارة ويمكن أن تقع على طول التماس أو عبره. في الحجم ، يمكن أن تكون الشقوق الكلية والمجهرية. يتأثر تكوين الشقوق بزيادة محتوى الكربون ، وكذلك شوائب الكبريت والفوسفور.
الادراج الخبث ، والتي هي شوائب من الخبث في اللحام ، يتم تشكيلها نتيجة لسوء تنظيف حواف الأجزاء وسطح سلك اللحام من الأكاسيد والملوثات. إنها تنشأ أثناء اللحام بقوس طويل ، تيار لحام غير كافي وسرعة لحام عالية بشكل مفرط ، وفي اللحام متعدد الطبقات ، تنظيف غير كافٍ للخبث من الطبقات السابقة. الادراج الخبث إضعاف قسم اللحام وقوتها.
مسام الغاز تظهر في اللحامات مع اكتمال غير كاف لإزالة الغاز أثناء بلورة المعدن لحام. أسباب المسام هي زيادة محتوى الكربون في فولاذ اللحام ، والتلوث عند الحواف ، واستخدام التدفقات الرطبة ، وغازات التدريع ، وسرعة اللحام العالية ، والاختيار الخاطئ لسلك الحشو. يمكن أن توجد المسام في التماس في مجموعات منفصلة ، في شكل سلاسل أو فراغات واحدة. في بعض الأحيان يأتون إلى سطح التماس في شكل المنخفضات على شكل قمع ، وتشكيل ما يسمى الناسور. تضعف المسام أيضًا المقطع العرضي للحام وقوته ، من خلال المسام تؤدي إلى انتهاك ضيق المفاصل.
الانهاك ، نضوب المعادن يتميز الانهاك الزائد بالتحلل المفرط للحبوب وتآكل الهيكل المعدني. الحرق أكثر خطورة - وجود الحبوب ذات الحدود المؤكسدة في الهيكل المعدني. لقد زاد هذا المعدن من هشاشته ولا يمكن إصلاحه. سبب الإرهاق هو الحماية السيئة لحوض اللحام أثناء اللحام ، بالإضافة إلى اللحام بقوة عالية للغاية.
Vibrocharacteristics من أساليب التحكم والكائنات.
يمكن أن يتميز الاهتزاز بالمعلمات الرئيسية التالية: إزاحة الاهتزاز
.
تهجير الإهتزاز مهم في الحالات التي يكون فيها من الضروري معرفة الإزاحة النسبية للكائن أو تشوهه. النزوح الاهتزاز في نفس القوة يتناقص مع زيادة ث. لذلك ، في نطاق التردد المنخفض ، يتم في كثير من الأحيان قياس معلمات إزاحة الاهتزاز وسرعات الاهتزاز ، وفي مدى الترددات المتوسطة ، وسرعات الاهتزاز ، وفي مدى التردد العالي ، تسارع الاهتزاز. ومع ذلك ، فإن هذا التقسيم مشروط ، لأن أجهزة المعالجات الدقيقة الحديثة تجعل من السهل إعادة حساب إزاحة الاهتزاز في سرعة الاهتزاز أو تسارع الاهتزاز والعكس بالعكس.
رقم التذكرة 6
تكنولوجيا التحكم الشعرية.
تعتمد طريقة اكتشاف العيوب التي تستخدم المواد السائلة على اختراق هذه الظواهر الفيزيائية في تفاعل السائل مع المواد الصلبةمثل الترطيب ، الشعيرات الدموية وظواهر الامتصاص.
يتم التحكم الشعري من خلال تطبيق المواد السائلة المخترقة penetrants، تغلغلها في تجويف السطح ومن خلال العيوب والتسجيل ، التي تشكلت على سطح كائن آثار مؤشر التحكم.
تستخدم الطرق الشعرية للاختبار غير المدمر على نطاق واسع في عملية التشخيص الفني أنواع مختلفة معدات النفط والغاز: على سبيل المثال ، للكشف عن العيوب السطحية في أغلفة دوارة ، والخدين من كتل معالجة ، خطاف الحفر ، وما إلى ذلك يتم التحكم في المراحل التالية: إعداد سطح الكائن للفحص ، ومعالجة مع مواد الخلل ، والتفتيش والكشف عن العيوب ، التنظيف النهائي للسطح الخاضع للرقابة.
يشمل إعداد الكائن للتحكم تنظيف وتجفيف السطح المتحكم به وعيوب التجويف. الغرض من هذه الخطوة هو التأكد من أن مؤشر اختراق يمكن الوصول إليها من قبل العيوب ، وكذلك للقضاء على إمكانية تكوين الخلفية ومؤشرات خاطئة. يمكن أن يتم التنظيف بالطرق التالية: الميكانيكية ، المذيبات ، الكيميائية ، الكهروكيميائية ، الموجات فوق الصوتية. يتم استخدام الطريقة الميكانيكية إذا كان هناك الصدأ ، الحجم ، تدفق اللحام ، الطلاء ، إلخ. يتم التنظيف عن طريق السفع الرملي ، الفرش المعدنية ، الطحن الميكانيكي ، التجريف ، إلخ. عيب هذه الطريقة هو الاحتمال العالي لإغلاق أفواه تجويف العيوب.
في حالة عدم وجود عوائق ميكانيكية لاختراق المخترق ، تستخدم المذيبات العضوية والمنظفات المائية المستخدمة يدويًا لتنظيف السطح. لتكثيف عملية التنظيف ، يمكن غمر المنتج في حمام بالموجات فوق الصوتية بمحلول غسيل. في الحالات الأكثر أهمية ، يتم استخدام التنظيف الكيميائي أو الكهروكيميائي ، والذي يتكون في حفر السطح بمحلول حمض ضعيف أو الحفر تحت تأثير مجال كهربائي.
بعد تنظيف المنتج مباشرة قبل تطبيق المخترق ، يتم تجفيفه لإزالة الماء أو المذيبات من سطح المنتج وتجويف العيوب ، ثم التحقق من السطح لفحصه لإزالة الشحوم. تعتمد أبسط طريقة لتقييم درجة إزالة الشحوم على قدرة الماء أو محلول الغسيل على تخزينه على سطح معدني منزوع الدهن لفترة زمنية معينة من الاستمرارية ، أي عدم التجميع في قطرات. يعتبر السطح منزوع الدهن إذا لم تنتهك استمرارية فيلم الماء خلال 60 ثانية.
تعتبر المعالجة بمواد الخلل هي الجزء الرئيسي من عملية التحكم ويتم تنفيذها بالترتيب التالي: تطبيق المخترق على السطح للتحكم فيه ، وإزالة المتغلغل الزائد ، وتطبيق المطور. يتم تطبيق المخترق عن طريق الغمر أو بالفرشاة أو الرش باستخدام علبة الهباء الجوي أو مسدس الرش أو مسدس الرش. لتحسين التغلغل في تجويف العيوب ، يتم إبقاء المخترق ، على أساس تركيبته ، على السطح لمدة 10 ... 20 دقيقة ، وبعد ذلك يتم إزالة المخترق الزائد عن طريق المسح باستخدام مواد مسح مبللة بمنظف أو بالغسل باستخدام مجرى مائي. في بعض الحالات ، لتكثيف التشريب ، يتم استخدام تأثير الاهتزازات بالموجات فوق الصوتية ، وزيادة الضغط الزائد ، أو على العكس ، الإخلاء. تؤدي الإزالة غير الكاملة للمتوغل من السطح إلى تكوين خلفية وظهور مؤشرات خاطئة. ومع ذلك ، عند إزالة التغلغل الزائد ، من المهم عدم غسله من تجويف العيوب. في بعض الأحيان ، من أجل الإزالة النهائية للمادة الزائدة السابقة ، يتم استخدام مواد خاصة - مخمدات ، والتي نتيجة للتعرض الكيميائي لطبقة رقيقة من السطح تخترق الخلفية على السطح المتحكم فيه.
الظهور هو عملية تشكيل آثار المؤشر في الأماكن التي توجد بها عيوب. يطبق المطور على شكل مسحوق ناعم أو معلق مائي أو كحولي على السطح بعد التجفيف. طرق التطبيق هي نفسها بالنسبة للاختراق. الشرط المهم هو التوزيع الموحد للمتوغل على السطح.
يتم تحديد العيوب بصريًا - عن طريق فحص السطح المراد التحكم فيه 10 ... 20 دقيقة بعد تطبيق المطور. يمكن استخدام الإخلاء أو التدفئة أو الاهتزاز لتسريع عملية التطوير. مع طريقة النصوع واللون ، الحالة الجيدة هي إضاءة جيدة لسطح كائن الاختبار. عند استخدام طريقة الإنارة ، يتم اكتشاف العيوب في مكان مظلم باستخدام آثار مؤشر تتوهج تحت تأثير الأشعة فوق البنفسجية.
في بعض الحالات ، من الممكن إظهار آثار المؤشرات دون اختراق أولي من قبل المتوغل ، وذلك باستخدام خصائص البيئة التكنولوجية لمعدات معينة. لذلك ، إذا كانت القلوية في الكراك ، فيمكن أن يتجلى ذلك بواسطة الفينول فثالين. إذا كانت المعدات تعمل في بيئة زيتية ، فستتم إزالتها (مسحها) وتفتيشها بالإشعاع باستخدام مصباح فوق بنفسجي. آثار مؤشر جميع العيوب تصبح ملحوظة بوضوح ، لأن النفط هو فوسفور جيد. إذا كنت في شك ، فقم بمسح السطح مرة أخرى وكرر التحكم مرة أخرى.
المحولات الحرارية
تسمى موازين الحرارة ، التي يعتمد إجراءها على قياس الإشعاع الحراري البيرومترات. إنها تتيح لك التحكم في درجة الحرارة من 100 إلى 6000 درجة مئوية وأعلى. واحدة من المزايا الرئيسية لهذه الأجهزة هي قلة تأثير العداد على مجال درجة حرارة الجسم المُسخّن ، حيث إنه أثناء القياس لا يتلامس مع بعضهم البعض بشكل مباشر. لذلك ، تسمى هذه الأساليب عدم الاتصال.
بناءً على قوانين الإشعاع ، يتم تطوير أنواع البيرومترات التالية:
إجمالي البيرومتر الإشعاعي (PSI) - يتم قياس إجمالي طاقة الإشعاع ؛
بيروميتر الإشعاع الجزئي (IFR) - تُقاس الطاقة في المناطق الطيفية المحددة بواسطة المرشح (أو المستقبل) ؛
نسبة البيرومترات الطيفية (PSO) - تقيس نسبة الطاقة للأقسام الثابتة من الطيف.
اعتمادا على نوع البيرومتر والإشعاع والسطوع ودرجات حرارة اللون تتميز.
درجة حرارة إشعاع الجسم الحقيقي تي ص تسمى درجة الحرارة التي تكون فيها الطاقة الكلية للجسم الأسود مساوية لإجمالي الطاقة الإشعاعية لجسم ما عند درجة الحرارة الفعلية تي د .
درجة حرارة سطوع الجسم الحقيقي تي أنا تسمى درجة الحرارة التي تكون فيها كثافة تدفق الإشعاع الطيفي في الجسم الأسود مساوية لكثافة تدفق الإشعاع الطيفي لجسم حقيقي لنفس طول الموجة (أو مجموعة ضيقة من الطيف) عند درجة الحرارة الفعلية تي د .
درجة حرارة اللون من الجسم الحقيقي تي ش تسمى درجة الحرارة التي تكون فيها نسبة كثافة تدفقات إشعاع الجسم الأسود لطولتي موجات مساوية لنسبة كثافة تدفقات إشعاع الجسم الحقيقي لنفس أطوال الموجة عند درجة الحرارة الفعلية تي د .
1. يتم إجراء الاختبارات الهيدروليكية مع نتائج الفحص الداخلي المرضية. يؤخذ اختبار الضغط وفقا للثانية. 4.6 من "القواعد".
يجب اختبار الأوعية (الأجهزة) التي توجد بها معايير أو شروط تقنية خاصة للدولة من خلال الضغط المحدد في هذه الوثائق.
يجب إجراء الاختبار الهيدروليكي للأوعية المينا (الأجهزة) ، بغض النظر عن ضغط التشغيل ، عن طريق اختبار الضغط المحدد من قبل الشركة المصنعة.
2. يمكن إجراء اختبار هيدروليكي بالماء أو غيره من السوائل غير السامة وغير المتفجرة وغير اللزجة.
3. في اختبار هيدروليكي ، تحقق من عدم وجود هواء في الوعاء قبل رفع الضغط. لذلك ، عند ملء الوعاء بالسائل ، يجب أن يكون فتحة التهوية الموجودة في أعلى الوعاء مفتوحة.
في حالة امتلاء الوعاء من أجل اختبار هيدروليكي بالسائل البارد وظهر الندى على جدرانه ، فينبغي إجراء الاختبار فقط بعد أن تجف جدران الوعاء.
يجب التحكم في الضغط في الوعاء بواسطة مقياسين للضغط. يتم اختيار كلا مقاييس الضغط من نفس النوع ، وقياس القياس ، وفئات الدقة نفسها وأسعار القسمة.
الزيادة والنقصان في الضغط يجب أن يكونا سلسين. يجب أن يكون معدل الارتفاع والنقصان في الضغط 0.1-0.2 ميجا باسكال (1.0-2.0 كجم / سم 2) في الدقيقة.
4. يجب إنشاء ضغط الاختبار في الوعاء بواسطة مضخة توفر ظروف ارتفاع الضغط المشار إليها. يجب إعطاء الأفضلية لمضخة مكبس. يجب أن تكون المضخة مجهزة بمقياس ضغط مثبت مع مقياس بحيث يكون حد قياس الضغط في الثلث الثاني من المقياس.
5. لمنع احتمال زيادة الضغط أثناء الاختبار الهيدروليكي الزائد عن صمام تخفيف ضغط الاختبار في المضخة المصممة للاختبار الهيدروليكي ، من الضروري ضبط الضغط المضبوط مساوياً لضغط الاختبار زائد 5٪ من ضغط التصميم.
يجب أن تكون قدرة صمام الأمان مساوية لأقصى سعة للمضخة.
لمنع احتمال وجود ضغط زائد في الوعاء فوق الاختبار ، يُسمح باستخدام صمام أمان الوعاء مع الزنبرك المقابل ، مع ضبطه على ضغط محدد مساوٍ للاختبار زائد 5٪ من ضغط التصميم. في هذه الحالة ، يجب ألا يتجاوز ضغط التثبيت ضغط الاختبار بأكثر من 0.1 ميجا باسكال (1.0 كجم / سم 2).
6. عند التجفيف المائي في وضع أفقي للأوعية المركبة رأسياً على ارتفاع أكثر من 8 أمتار ، مملوءة بالسائل في ظروف التشغيل ، يجب أخذ ضغط الاختبار في الاعتبار الضغط الهيدروستاتيكي في ظروف التشغيل.
7. لا يمكن إجراء الاختبار الهيدروليكي للأوعية من نوع العمود في وضع أفقي إلا في الحالات التي يتم فيها إثبات ذلك من خلال تحليل القوة أن الضغوطات في جميع عناصر الوعاء عند ضغط الاختبار لن تتجاوز 90٪ من قوة الخضوع في درجة فولاذية معينة.
8. في الأوعية التي بها عدة تجاويف منفصلة ، يجب اختبار كل تجويف بشكل منفصل مع ضغط الاختبار ، اعتمادًا على ضغط التصميم في هذا التجويف. إذا كان أحد التجاويف المجاورة يعمل تحت فراغ ، فيجب عندئذٍ مراعاة الفراغ عند تحديد ضغط الاختبار.
يجب أن يكون إجراء الاختبار وفقًا للتصميم الفني أو التعليمات الخاصة بتركيب وتشغيل الوعاء (الجهاز) الخاص بالشركة المصنعة.
9. تحت ضغط الاختبار ، يجب جذب الوعاء لمدة 5 دقائق ، ثم ينخفض \u200b\u200bالضغط تدريجياً إلى الضغط المحسوب الذي يتم فيه فحص الوعاء ، مع إيلاء اهتمام خاص للحامات والمفاصل الدائرية. إذا كانت هناك علامات على مرور المياه من خلال العزل الخارجي (البلل والانتفاخ) ، فمن الضروري إزالة الطلاء كلياً أو جزئياً.
10. إذا سمعنا أثناء الاختبار الصدمات والضوضاء والقرع داخل الوعاء أو حدث انخفاض في الضغط ، يتم إنهاء الاختبار الهيدروليكي وتفقد الوعاء لتحديد أسباب ظهورها وتلفها المحتمل.
11. تعتبر السفينة قد اجتازت الاختبار الهيدروليكي إذا لم تكن هناك علامات على التمزق ، التسرب ، "الدموع" و "التعرق" في الوصلات الملحومة وعلى المعدن الأساسي ، التشوهات المتبقية المرئية.
12. يتم إجراء الاختبار الهيدروليكي تحت إشراف الشخص المسؤول عن حالة التشغيل والتشغيل الآمن للسفينة.
13. يتم تعيين المقاولين والأشخاص المسؤولين عن تنظيم إعداد وإجراء الاختبارات الهيدروليكية للسفن بأمر من ورشة العمل (الإنتاج).
14. يجب أن يسبق الاختبار الهيدروليكي للسفينة تطوير دائرة لفصل الوعاء عن خطوط الأنابيب وغيرها من المعدات ، وكذلك توصيله بمصدر ضغط ، مما يشير إلى الأجهزة وأجهزة السلامة ضد الضغط الزائد في وعاء الاختبار ومواقع تركيبها.
15. الشخص المسؤول عن حالة التشغيل والتشغيل الآمن للسفينة يطلع فناني الاختبار الهيدروليكي على الدائرة ، ويحددون ترتيبهم ، ويقدمون إحاطة في مكان العمل لكل فنان ويؤسس وسائل الاتصال بينهم.
16. بناءً على هذه "المبادئ التوجيهية" ، في كل مؤسسة ، تم تطوير تعليمات لإجراء اختبار هيدروليكي للسفن فيما يتعلق بظروف الشركة وتمت الموافقة عليها من قبل كبير المهندسين.
3. من أجل سمك مختلف العناصر المراد لحامها ، يتم تحديد الحد الأقصى لحجم الخلل المسموح به عن طريق السماكة الأصغر.
الملحق 3.10
تقييم جودة المشقة على الصلابة
| الصف الصلب | حدود المسموح بها من صلابة المعادن الأساسية ، والوحدات HB * | صلابة المسموح بها من وحدات اللحام والمنطقة المتضررة بالحرارة HB ، لا أكثر |
| الفن. 2 ، المادة 3 ، الصلب 10 ، 15 ، 20 ، 15 ك ، 16 ك | 120-160 | 180 |
| 18K | 120-160 | 190 |
| 20 ك ، 22 ك | 130-190 | 200 |
| 20 سنة | 140-190 | 220 |
| 09G2S | 120-180 | 225 |
| 10G2S1 | 130-190 | 22S |
| 16GS | 120-180 | 225 |
| 10G2 | 120-190 | 225 |
| 12MH | 140-180 | 240 |
| 12KhM | 140-170 | 240 |
| 15HM | 140-200 | 240 |
| 12H1MF | 130-170 | 240 |
| 10X2M1 1X2M1 | 160-220 | 240 |
| 15X5M | 130-170 | 240 |
| 15H5MU | 170-235 | 270 |
| 08X18H10T 10H17N13MZT | 150-180 | 200 |